What İs It Belt Scale ?
Belt Scale is a system designed for weighing and controlling powder or granular bulk materials carried on conveyor systems. By filtering the horizontal friction forces, it ensures that only the weight of the material being transported is determined on the load cell. Belt Scale systems are dynamic weighing systems that do not require the system to stop for weighing the material.
Belt Scale has many benefits such as determining, recording and controlling the instantaneous flow and total amount of material transported for the enterprises, transferring the bulk material from one place to another or providing the specified amount in the loading process without reweighing, detecting insufficient or out-of-limit loading after loading.
At the same time, PID controlled feeding allows dosing of multiple products at the same time in desired quantities. When simultaneous and continuous mixing at a certain rate is desired, the desired flow rates for each belt can be provided at a constant rate with PID control.
What Should Consider When Choosing a Belt Scale ?
When choosing a conveyor belt scale (Belt Weigher), many issues should be considered in order to provide the most positive response to the desired use.
Belt scales are generally used for three purposes. These are; determination of the quantity based on sales, process control, overfeed control. The measurement sensitivity requested in determining the quantities based on sales is ± 0.5%, ± 0.5% to ± 2% in process control, and ± 1% to ± 3.0% in overload or process alarm systems. Measurement accuracy is affected by the mechanical suitability of the existing conveyor line as well as the stable operation of the belt scale system. Determining the area of use is of great importance when choosing a belt scale.
The classes defined in OIML R50-1 are valid for belt scales. These classes are divided into 3 groups as follows.
Class 0.5 > 0.5
Class 1 > 1%
Class 2 > 2%
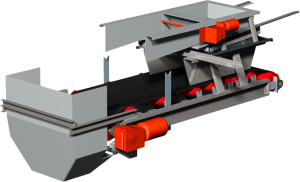
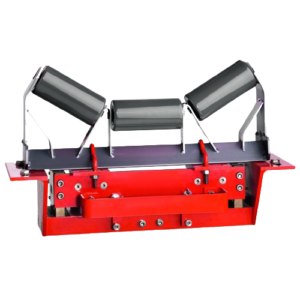
Conveyor belt scale systems consist of three main parts ;
electronic system (Load cell, Indicator), belt speed detector (Encoder) and mounting kit. The electronic system is the center where the data sent by the other elements of the belt scale are evaluated. For this reason, the system should be easily operable, installed in a way that allows calibration, in short, the location should be well determined. The belt scale should be installed where the stresses on the conveyor will be minimal. The most suitable location for this purpose is on the tail drum side of the system at a distance that will not be affected by the feed point.
To continue
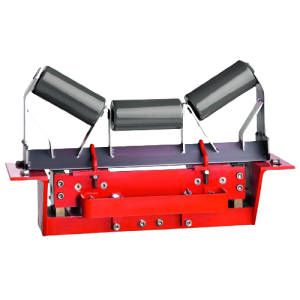
The choice of rollers to be placed on the belt scale is important for a precise measurement. The types of rolls to be used in this area should be the same. At the same time, the active operation of the existing rolls is of great importance. Some roll systems, such as V-type or cable-type rolls, should be avoided. The use of belt scales on conveyors with concave angles greater than 35° should not be preferred as it will cause various deviations.
Belt scale systems should be regularly fed with goods. If necessary, special leveling blades should be installed in the feed silos for this purpose. For higher precision measurements, care should be taken to ensure that the material is fed to the belt scale system from a single point.
It is preferable that the conveyor on which the belt scale system will be mounted is linear. However, if there is a convex curve, the scale must be placed between the curve and the feeding point and at least 6 meters or 5 rolls away from the curve. In case of a concave curve, the belt scale must be located at least 12 meters behind the curve and between the feed and the curve.
The entire conveyor structure should be installed independently of mechanical units such as silos, feeders and crushers. This will minimize measurement deviations in the belt scale system due to vibrations of these units.
How İs Belt Scale Calibration Performed ?
Belt scale calibration is a process that must be performed by professional and expert teams. For this reason, it is an advantage that the system is in a structure that does not need to be adjusted frequently. At the same time, since they are dynamic and multivariable systems, it is recommended to calibrate them in routine periods.
Adjustment is performed by passing a mass with a known unit (kg/m) and total weight over the belt scale system after the belt system is run empty. The system is adjusted so that the given tolerance difference is obtained by comparing the value obtained from the scale system with the known values. It is then checked by material testing and final adjustment is made.
For adjustment by material testing, the belt is operated with a load between 50% and 100% of its capacity. The belt is run for 10 minutes, the belt cannot have a homogeneous structure throughout the entire system, therefore its weight may vary, so the endless belt is rotated three full turns, 500 different readings are obtained from the indicator of the belt weighing device.
Thus, the weight of the collected material is determined on reference scales and compared with the value obtained from the system and the adjustment is completed.

BELT WEİGHERS

Belt Scale Calibration Types
There are three alternatives for belt scale calibration based on the application area and system suitability of the facility.
– Load Calibration: In belt scales where material cannot pass or cannot be weighed to verify the passing material, the hanging weight calibration technique is used. Calibration control is performed by total control of a mass of known total weight (etalon weight is recommended) for a certain period of time.
– Chain Calibration: Another technique for belt scales where material cannot be passed or cannot be weighed to verify the passing material is chain calibration. The process is performed by carrying a long chain with a known total weight (by calculating the unit kg/m) on the belt scale.
– Real Material Calibration: For calibration by material testing, the belt is operated with a load between 50% and 100% of its capacity. The belt is operated for 10 minutes, the belt cannot have a homogeneous structure throughout the entire system and therefore its weight may vary, so the endless belt is rotated three full turns and 500 different readings are obtained from the indicator of the belt weighing device. Thus, the weight of the collected material is determined in reference scales and compared with the value obtained from the system and the adjustment is completed.
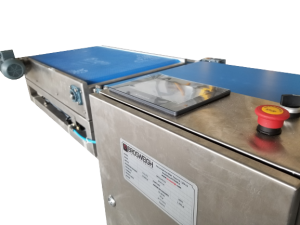
You can check this link to review and order BrosWeigh Belt Scale. You can click on this link for similar resources